
Page 21 - 国外钢铁技术信息内参(2024年5月)
P. 21
ᇏݓࣁඋ࿐߶
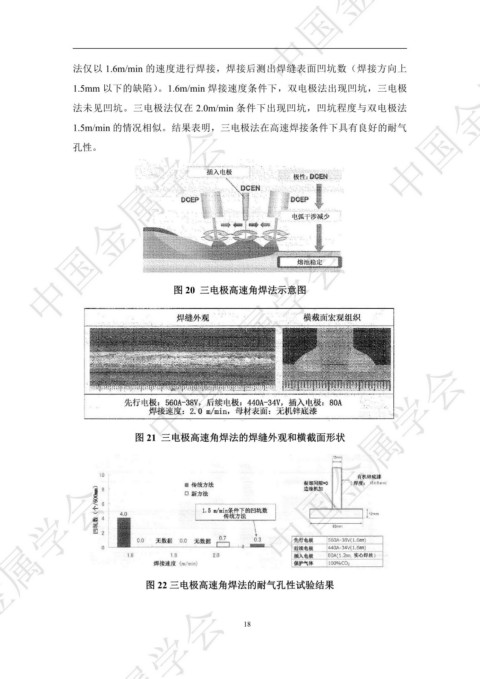
法仅以 1.6m/min 的速度进行焊接,焊接后测出焊缝表面凹坑数(焊接方向上
1.5mm 以下的缺陷)。1.6m/min 焊接速度条件下,双电极法出现凹坑,三电极
法未见凹坑。三电极法仅在 2.0m/min 条件下出现凹坑,凹坑程度与双电极法 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
1.5m/min 的情况相似。结果表明,三电极法在高速焊接条件下具有良好的耐气
孔性。
ᇏݓࣁඋ࿐߶
图 20 三电极高速角焊法示意图 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 21 三电极高速角焊法的焊缝外观和横截面形状
ᇏݓࣁඋ࿐߶
图 22 三电极高速角焊法的耐气孔性试验结果
ᇏݓࣁඋ࿐߶
18