
Page 17 - 国外钢铁技术信息内参(2024年5月)
P. 17
ᇏݓࣁඋ࿐߶
和流动性进行调整,从而在单电极、单道焊接条件下获得 10~11mm 焊脚高度ᇏݓࣁඋ࿐߶
渣性的焊丝。除了优化焊丝所使用焊剂中造渣剂的成分和用量外,还通过优化
焊剂率(焊剂重量/焊丝重量)以及稳弧剂的种类用量,改善电弧宽度和稳定性,
得到良好的焊缝外观。焊缝外观和横截面宏观组织如图 17 所示。在焊接速度为
ᇏݓࣁඋ࿐߶
400~800 mm/min、焊脚高度为 4~7 mm 的范围内,可以获得良好的焊缝外观
和横截面形状。
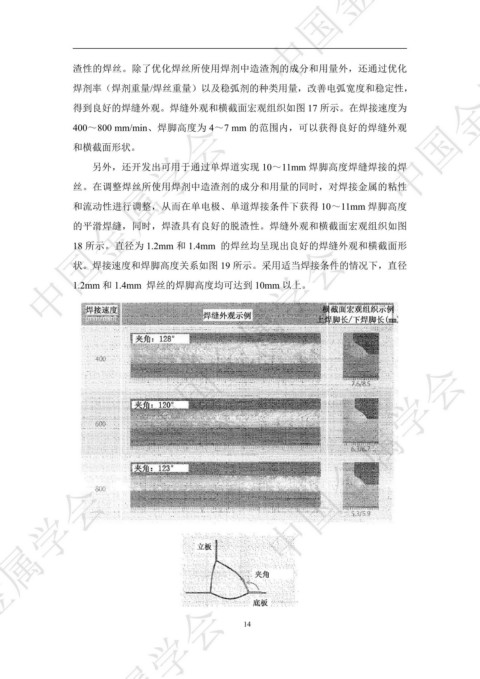
另外,还开发出可用于通过单焊道实现 10~11mm 焊脚高度焊缝焊接的焊
丝。在调整焊丝所使用焊剂中造渣剂的成分和用量的同时,对焊接金属的粘性
的平滑焊缝,同时,焊渣具有良好的脱渣性。焊缝外观和横截面宏观组织如图 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
18 所示。直径为 1.2mm 和 1.4mm 的焊丝均呈现出良好的焊缝外观和横截面形
状。焊接速度和焊脚高度关系如图 19 所示。采用适当焊接条件的情况下,直径
1.2mm 和 1.4mm 焊丝的焊脚高度均可达到 10mm 以上。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
14 ᇏݓࣁඋ࿐߶