
Page 16 - 国外钢铁技术信息内参(2024年5月)
P. 16
ᇏݓࣁඋ࿐߶
内多层堆焊和水平角焊的单焊道和多焊道焊接均呈现出焊接飞溅少、焊缝外观ᇏݓࣁඋ࿐߶
焊缝外观更好的 FCW 焊丝。相较于实心焊丝,FCW 焊丝通常具有焊速快、焊
缝外观好的特点,能够实现低飞溅焊接。因此,有助于减少焊后处理工作量,
整体降低焊接成本。
ᇏݓࣁඋ࿐߶
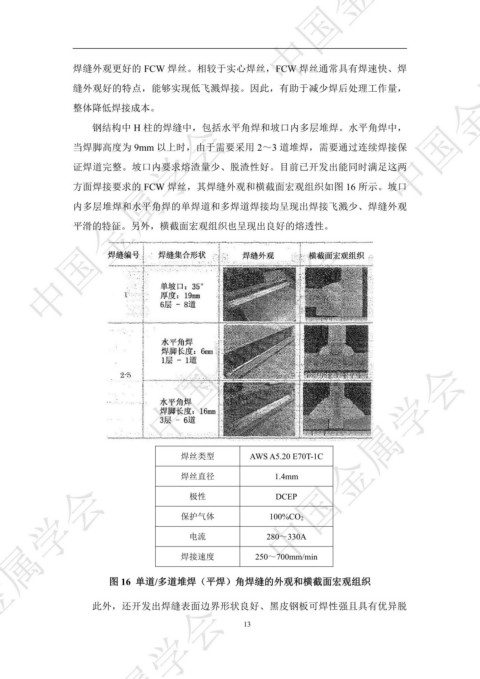
钢结构中 H 柱的焊缝中,包括水平角焊和坡口内多层堆焊。水平角焊中,
当焊脚高度为 9mm 以上时,由于需要采用 2~3 道堆焊,需要通过连续焊接保
证焊道完整。坡口内要求熔渣量少、脱渣性好。目前已开发出能同时满足这两
方面焊接要求的 FCW 焊丝,其焊缝外观和横截面宏观组织如图 16 所示。坡口
平滑的特征。另外,横截面宏观组织也呈现出良好的熔透性。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
焊丝类型 AWS A5.20 E70T-1C
焊丝直径 1.4mm
ᇏݓࣁඋ࿐߶
极性 DCEP
保护气体 100%CO2
电流 280~330A
焊接速度 250~700mm/min
图 16 单道/多道堆焊(平焊)角焊缝的外观和横截面宏观组织
ᇏݓࣁඋ࿐߶
此外,还开发出焊缝表面边界形状良好、黑皮钢板可焊性强且具有优异脱
13