
Page 27 - 国外钢铁技术信息内参(2024年5月)
P. 27
焊法,实现了ᇏݓࣁඋ࿐߶
2.3.3 FCB TM 和 RF TM 用焊接材料 ᇏݓࣁඋ࿐߶
1989 年阿拉斯加海域发生油轮原油泄漏事故后,20 世纪 90 年代开始要求
5000DWT 以上油轮必须采用双层船体(2 层船壳)。双层船体的板材接头数量
ᇏݓࣁඋ࿐߶
比单层船体增加了 1.2~1.5 倍,有望通过单面埋弧焊提高焊接效率。针对这一
需求,研究人员从焊接材料和焊接工艺两方面进行研究,开发出即使在高速焊
接条件下也能获得良好焊缝形状、且具有最佳焊渣粘度和成分的陶质焊剂。另
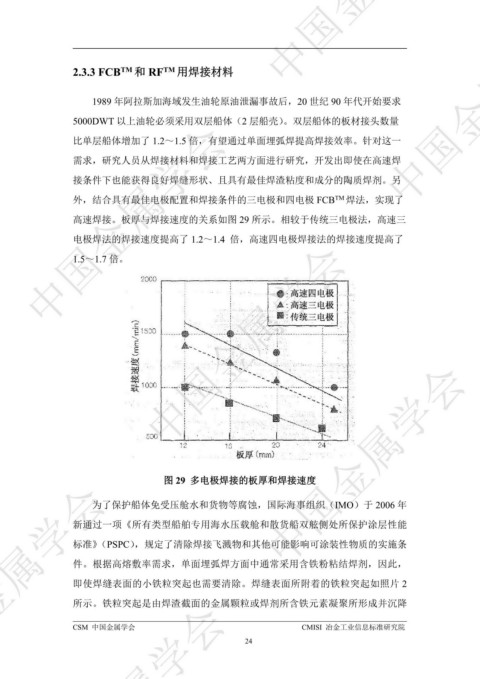
外,结合具有最佳电极配置和焊接条件的三电极和四电极 FCB TM
高速焊接。板厚与焊接速度的关系如图 29 所示。相较于传统三电极法,高速三 ᇏݓࣁඋ࿐߶
电极焊法的焊接速度提高了 1.2~1.4 倍,高速四电极焊接法的焊接速度提高了
1.5~1.7 倍。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 29 多电极焊接的板厚和焊接速度
ᇏݓࣁඋ࿐߶
为了保护船体免受压舱水和货物等腐蚀,国际海事组织(IMO)于 2006 年
新通过一项《所有类型船舶专用海水压载舱和散货船双舷侧处所保护涂层性能
标准》(PSPC),规定了清除焊接飞溅物和其他可能影响可涂装性物质的实施条
件。根据高熔敷率需求,单面埋弧焊方面中通常采用含铁粉粘结焊剂,因此,
即使焊缝表面的小铁粒突起也需要清除。焊缝表面所附着的铁粒突起如照片 2
ᇏݓࣁඋ࿐߶
所示。铁粒突起是由焊渣截面的金属颗粒或焊剂所含铁元素凝聚所形成并沉降
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
24