
Page 30 - 国外钢铁技术信息内参(2024年5月)
P. 30
ᇏݓࣁඋ࿐߶
增加临时间隔或降低焊接速度等方式控制接头末端的 BTR 塑性应变增量。各因
素的影响作用如表 4 所示。相关影响因素的实验室评估结果与模拟结果基本一
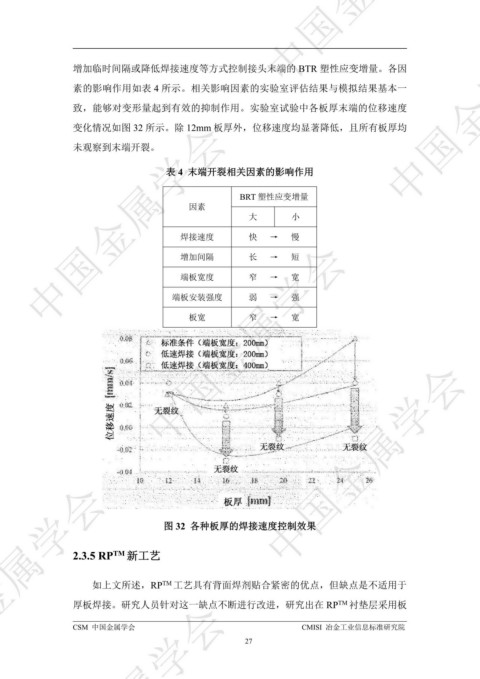
致,能够对变形量起到有效的抑制作用。实验室试验中各板厚末端的位移速度 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
变化情况如图 32 所示。除 12mm 板厚外,位移速度均显著降低,且所有板厚均
未观察到末端开裂。
表 4 末端开裂相关因素的影响作用
BRT 塑性应变增量
因素
大 小 ᇏݓࣁඋ࿐߶
焊接速度 快 → 慢
ᇏݓࣁඋ࿐߶
增加间隔 长 → 短
端板宽度 窄 → 宽
端板安装强度 弱 → 强
板宽 窄 → 宽
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 32 各种板厚的焊接速度控制效果
2.3.5 RP TM 新工艺
如上文所述,RP TM 工艺具有背面焊剂贴合紧密的优点,但缺点是不适用于
ᇏݓࣁඋ࿐߶
厚板焊接。研究人员针对这一缺点不断进行改进,研究出在 RP TM 衬垫层采用板
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
27