
Page 29 - 国外钢铁技术信息内参(2024年5月)
P. 29
ᇏݓࣁඋ࿐߶
放有时会产生凝固裂纹。这种裂纹被称为末端裂纹,是自单面埋弧焊投入实际
应用以来始终未能解决的主要焊接质量问题。迄今为止所提出并投入实际应用
的诸多方法虽然能够提高防裂效果,但需要进行补焊,或者存在对于厚板裂纹 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
防止效果较差的各种问题,无法真正达到有效防止效果。末端裂纹的产生行为
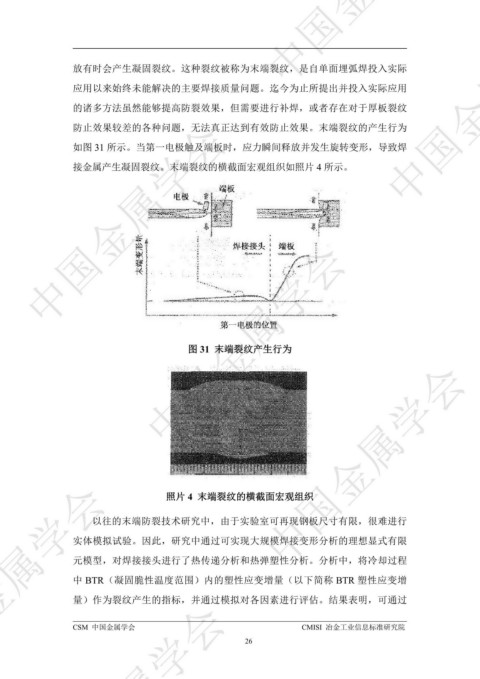
如图 31 所示。当第一电极触及端板时,应力瞬间释放并发生旋转变形,导致焊
接金属产生凝固裂纹。末端裂纹的横截面宏观组织如照片 4 所示。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 31 末端裂纹产生行为
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
照片 4 末端裂纹的横截面宏观组织
以往的末端防裂技术研究中,由于实验室可再现钢板尺寸有限,很难进行
实体模拟试验。因此,研究中通过可实现大规模焊接变形分析的理想显式有限
元模型,对焊接接头进行了热传递分析和热弹塑性分析。分析中,将冷却过程
中 BTR(凝固脆性温度范围)内的塑性应变增量(以下简称 BTR 塑性应变增
量)作为裂纹产生的指标,并通过模拟对各因素进行评估。结果表明,可通过
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
26