
Page 26 - 国外钢铁技术信息内参(2024年5月)
P. 26
ᇏݓࣁඋ࿐߶
加压力使其与钢板背面紧密贴合,由于其对钢板背面的台阶和应力具有良好的
适应性,因此,即使焊接削斜接头或错边接头等也很容易获得良好的焊缝。但
是,对于需要使用大电流的厚板接头,则不利于获得良好的背面焊缝形状。造 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
船厂通常根据两者的差异选择其中一种工艺,有时也会为了同时利用两种方法
的优势特性同时配备两种焊机。另外,为了解决上述问题,相关人员仍在不断
针对焊接装置和焊接工艺两方面进行研究。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
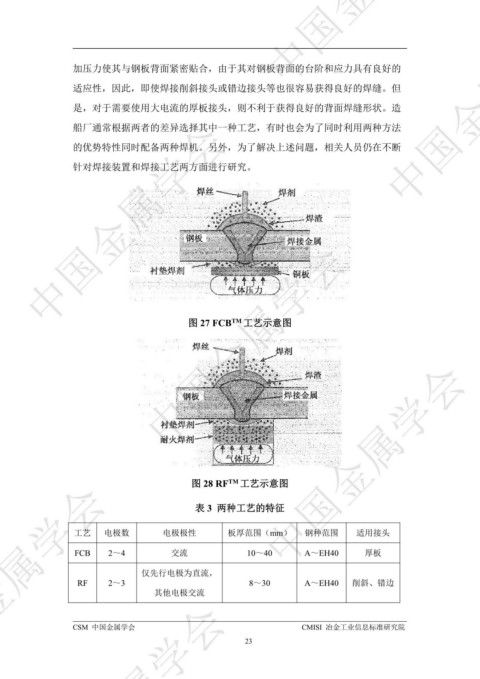
图 27 FCB TM 工艺示意图
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 28 RF TM 工艺示意图
ᇏݓࣁඋ࿐߶
表 3 两种工艺的特征
工艺 电极数 电极极性 板厚范围(mm) 钢种范围 适用接头
FCB 2~4 交流 10~40 A~EH40 厚板
仅先行电极为直流,
RF 2~3 8~30 A~EH40 削斜、错边
其他电极交流
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
23