
Page 91 - 国外钢铁技术信息内参(2025年1月)
P. 91
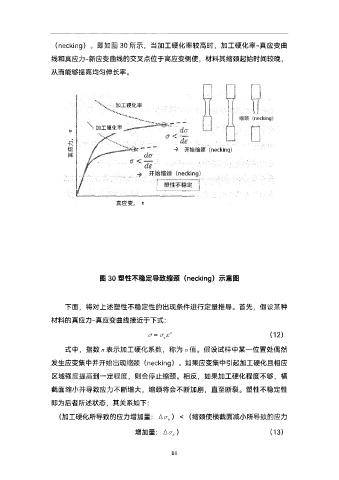
½necking¾ 即如图 30所示Y当加工硬化率较高时Y加工硬化率-真应变曲
线和真应力-新应变曲线的交叉点位于高应变侧使Y材料其缩颈起始时间较晚Y
从而能够提高均匀伸长率
图 30 塑性不稳定导致缩颈½necking¾示意图
下面Y将对上述塑性不稳定性的出现条件进行定量推导 首先Y假设某种
材料的真应力-真应变曲线接近于下式X
n ½12¾
o
式中Y指数 n 表示加工硬化系数Y称为 n 值 假设试样中某一位置处偶然
发生应变集中并开始出现缩颈½necking¾ 如果应变集中引起加工硬化且相应
区域强度提高到一定程度Y则会停止缩颈 相反Y如果加工硬化程度不够Y横
截面缩小并导致应力不断增大Y缩颈将会不断加剧Y直至断裂 塑性不稳定性
即为后者所述状态Y其关系如下X
½加工硬化所导致的应力增加量X ¾<½缩颈使横截面减小所导致的应力
h
增加量X ¾ ½13¾
n
88