
Page 31 - 国外钢铁技术信息内参( 2022年5月)
P. 31
ᇏݓࣁඋ࿐߶
稳定的带钢张力使得在没有测量的情况下几乎不可能控制平整度。随着薄规格热
轧带材产品市场需求的增长,平整度控制正成为热轧工艺的基本要素。
为此,西马克(SMS)集团与安赛乐米塔尔 Eisenhuttenstadt 工厂以及 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
VDEh-Betriebsfbrschungsinstitut(BFI)合作开展了一个试点项目,以探索该领域
的新技术。本项目旨在证明 X-Shape 测量系统在热轧带钢产线环境中的适用性。
2.2 平整度测量系统
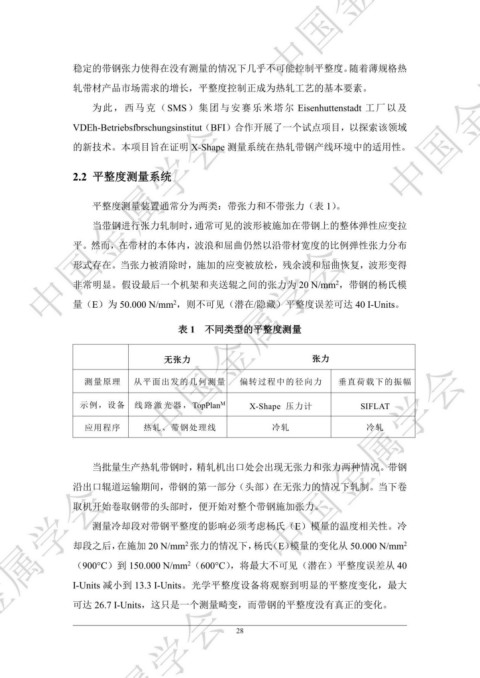
平整度测量装置通常分为两类:带张力和不带张力(表 1)。
当带钢进行张力轧制时,通常可见的波形被施加在带钢上的整体弹性应变拉 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
平。然而,在带材的本体内,波浪和屈曲仍然以沿带材宽度的比例弹性张力分布
形式存在。当张力被消除时,施加的应变被放松,残余波和屈曲恢复,波形变得
2
非常明显。假设最后一个机架和夹送辊之间的张力为 20 N/mm ,带钢的杨氏模
2
量(E)为 50.000 N/mm ,则不可见(潜在/隐藏)平整度误差可达 40 I-Units。
表 1 不同类型的平整度测量
无张力 张力
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
测量原理 从平面出发的几何测量 偏转过程中的径向力 垂直荷载下的振幅
示例,设备 线 路激光器,TopPlan M X-Shape 压力计 SIFLAT
应用程序 热轧、带钢处理线 冷轧 冷轧
当批量生产热轧带钢时,精轧机出口处会出现无张力和张力两种情况。带钢
ᇏݓࣁඋ࿐߶
沿出口辊道运输期间,带钢的第一部分(头部)在无张力的情况下轧制。当下卷
取机开始卷取钢带的头部时,便开始对整个带钢施加张力。
测量冷却段对带钢平整度的影响必须考虑杨氏(E)模量的温度相关性。冷
2
却段之后,在施加 20 N/mm 张力的情况下,杨氏(E)模量的变化从 50.000 N/mm 2
2
(900°C)到 150.000 N/mm (600°C),将最大不可见(潜在)平整度误差从 40
I-Units 减小到 13.3 I-Units。光学平整度设备将观察到明显的平整度变化,最大
ᇏݓࣁඋ࿐߶
可达 26.7 I-Units,这只是一个测量畸变,而带钢的平整度没有真正的变化。
28