
Page 58 - 国外钢铁技术信息内参(2023年2月)
P. 58
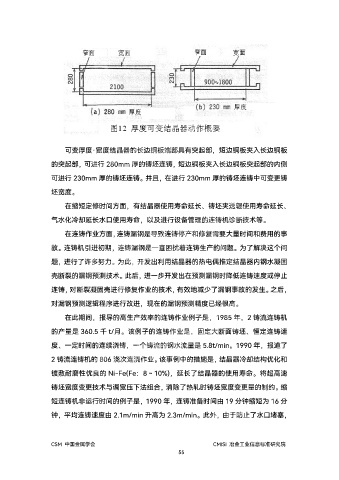
可变厚度·宽度结晶器的长边铜板端部具有突起部,短边铜板夹入长边铜板
的突起部,可进行 280mm 厚的铸坯连铸,短边铜板夹入长边铜板突起部的内侧
可进行 230mm 厚的铸坯连铸。并且,在进行 230mm 厚的铸坯连铸中可变更铸
坯宽度。
在缩短定修时间方面,有结晶器使用寿命延长、铸坯夹送辊使用寿命延长、
气水化冷却延长水口使用寿命,以及进行设备管理的连铸机诊断技术等。
在连铸作业方面,连铸漏钢是导致连铸停产和修复需要大量时间和费用的事
故。连铸机引进初期,连铸漏钢是一直困扰着连铸生产的问题。为了解决这个问
题,进行了许多努力。为此,开发出利用结晶器的热电偶推定结晶器内钢水凝固
壳断裂的漏钢预测技术。此后,进一步开发出在预测漏钢时降低连铸速度或停止
连铸,对断裂凝固壳进行修复作业的技术,有效地减少了漏钢事故的发生。之后,
对漏钢预测逻辑程序进行改进,现在的漏钢预测精度已经很高。
在此期间,报导的高生产效率的连铸作业例子是,1985 年,2 铸流连铸机
的产量是 360.5 千 t/月。该例子的连铸作业是,固定大断面铸坯、恒定连铸速
度、一定时间的连续浇铸,一个铸流的钢水流量是 5.8t/min。1990 年,报道了
2 铸流连铸机的 806 浇次连浇作业。该事例中的措施是,结晶器冷却结构优化和
镀敷耐磨性优良的 Ni-Fe(Fe:8~10%),延长了结晶器的使用寿命。将超高速
铸坯宽度变更技术与调宽压下法组合,消除了热轧时铸坯宽度变更量的制约。缩
短连铸机非运行时间的例子是,1990 年,连铸准备时间由 19 分钟缩短为 16 分
钟,平均连铸速度由 2.1m/min 升高为 2.3m/min。此外,由于防止了水口堵塞,
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
55