
Page 61 - 国外钢铁技术信息内参(2023年2月)
P. 61
铸坯内部裂纹和表面裂纹发生的危险性增大。此外,固液共存区扩大,导致中心
偏析严重化。为解决这些问题,在高速连铸时,使用高速连铸用保护渣、改进结
晶器振动模式、使用均匀冷却结晶器、对结晶器钢液面高度进行高精度控制和优
化夹送辊配置、改进二次冷却。
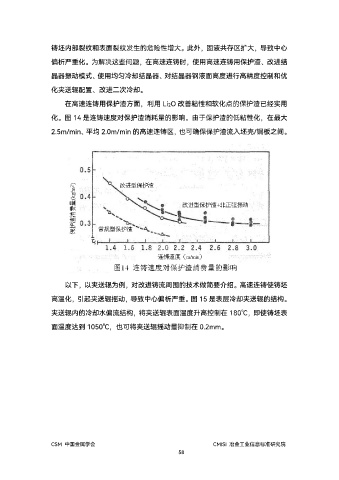
在高速连铸用保护渣方面,利用 Li2O 改善粘性和软化点的保护渣已经实用
化。图 14 是连铸速度对保护渣消耗量的影响。由于保护渣的低粘性化,在最大
2.5m/min、平均 2.0m/min的高速连铸区,也可确保保护渣流入坯壳/铜板之间。
以下,以夹送辊为例,对改进铸流周围的技术做简要介绍。高速连铸使铸坯
高温化,引起夹送辊摇动,导致中心偏析严重。图 15 是表层冷却夹送辊的结构。
夹送辊内的冷却水偏流结构,将夹送辊表面温度升高控制在 180℃,即使铸坯表
面温度达到 1050℃,也可将夹送辊摇动量抑制在 0.2mm。
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
58