
Page 60 - 国外钢铁技术信息内参(2023年2月)
P. 60
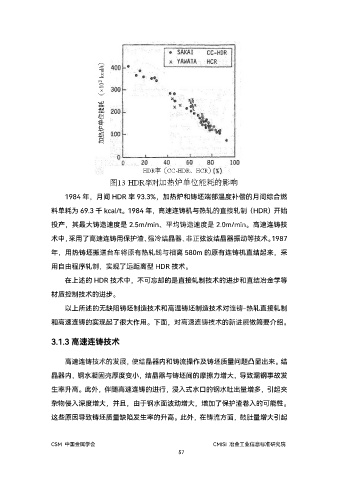
1984 年,月间 HDR 率 93.3%,加热炉和铸坯端部温度补偿的月间综合燃
料单耗为 69.3 千 kcal/t。1984 年,高速连铸机与热轧的直接轧制(HDR)开始
投产,其最大铸造速度是 2.5m/min、平均铸造速度是 2.0m/min。高速连铸技
术中,采用了高速连铸用保护渣、强冷结晶器、非正弦波结晶器振动等技术。1987
年,用热铸坯搬送台车将原有热轧线与相离 580m 的原有连铸机直结起来,采
用自由程序轧制,实现了远距离型 HDR 技术。
在上述的 HDR 技术中,不可忘却的是直接轧制技术的进步和直结冶金学等
材质控制技术的进步。
以上所述的无缺陷铸坯制造技术和高温铸坯制造技术对连铸-热轧直接轧制
和高速连铸的实现起了很大作用。下面,对高速连铸技术的新进展做简要介绍。
3.1.3高速连铸技术
高速连铸技术的发展,使结晶器内和铸流操作及铸坯质量问题凸显出来。结
晶器内,钢水凝固壳厚度变小,结晶器与铸坯间的摩擦力增大,导致漏钢事故发
生率升高。此外,伴随高速连铸的进行,浸入式水口的钢水吐出量增多,引起夹
杂物侵入深度增大,并且,由于钢水面波动增大,增加了保护渣卷入的可能性。
这些原因导致铸坯质量缺陷发生率的升高。此外,在铸流方面,鼓肚量增大引起
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
57