
Page 29 - 国外钢铁技术信息内参(2023年4月)
P. 29
将连续测温与中间包内钢水等离子加热装置相组合,进行钢水温度自动控制
的系统如图 17 所示。以连续测温得出的实际温度为基础,通过与目标温度比较
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
得出的差,自动控制等离子加热系统的输出,可以将钢水温度保持在恒定的水平。
⑥ 二次冷却控制
连续铸造过程中板坯的二次冷却不仅可以防止出现板坯的表面缺陷和内部
裂纹等质量问题,还能防止发生漏钢等运行事故,是期待实现自动化的重要设备。
近年来,在连续铸造中通常采用冷却效果优良的气雾喷淋冷却,为了实施更有效
的表面温度控制,还采用将二冷区分成多个回路来分配冷却水和空气,冷却宽度
可随铸造宽度变化的二次冷却设备。传统的二次冷却水量控制一般是通过计算机
跟踪板坯位置的同时,对各回路发出冷却开始和结束的指令,并根据实际铸造速
度选择预设水量,属于一种速度比水量控制方式。但是,采用这种控制方式,在
铸造速度升降的非稳态区,很难调整至最佳的水量,还存在表面温度不均匀的问
题。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
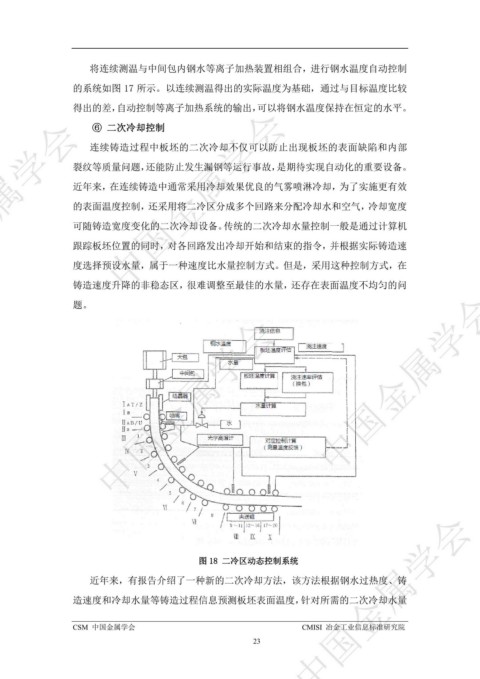
图 18 二冷区动态控制系统
近年来,有报告介绍了一种新的二次冷却方法,该方法根据钢水过热度、铸
造速度和冷却水量等铸造过程信息预测板坯表面温度,针对所需的二次冷却水量
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
23