
Page 30 - 国外钢铁技术信息内参(2023年4月)
P. 30
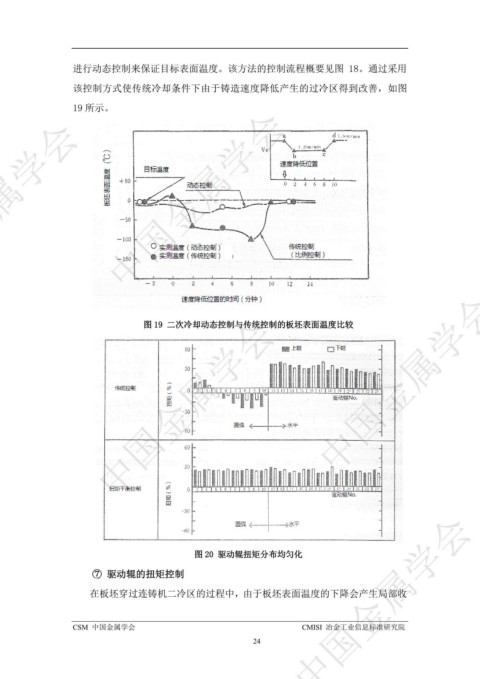
进行动态控制来保证目标表面温度。该方法的控制流程概要见图 18。通过采用
该控制方式使传统冷却条件下由于铸造速度降低产生的过冷区得到改善,如图
ᇏݓࣁඋ࿐߶
19 所示。
ᇏݓࣁඋ࿐߶
图 19 二次冷却动态控制与传统控制的板坯表面温度比较
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 20 驱动辊扭矩分布均匀化
⑦ 驱动辊的扭矩控制
在板坯穿过连铸机二冷区的过程中,由于板坯表面温度的下降会产生局部收
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
24