
Page 89 - 国外钢铁技术信息内参(2023年4月)
P. 89
(1)纽柯钢铁公司薄板坯连铸机
世界上首个采用薄板坯连铸机的薄钢板生产设备被命名为 CSP(Compact
ᇏݓࣁඋ࿐߶
Strip Production),安装在 Crowfordsville 工厂,于 1989 年 8 月开始运行。其主
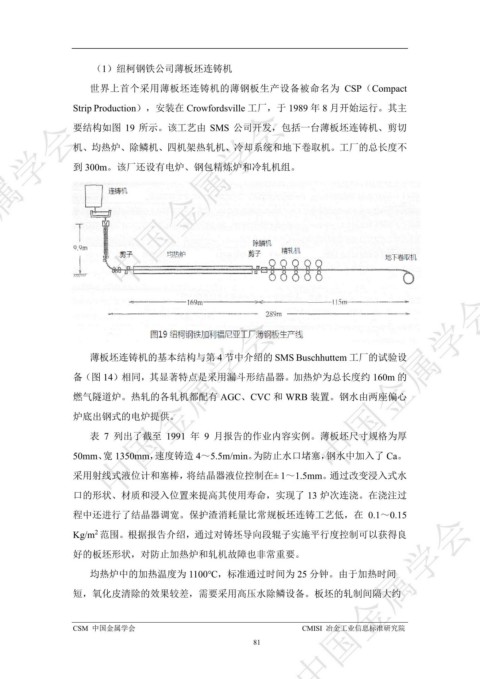
要结构如图 19 所示。该工艺由 SMS 公司开发,包括一台薄板坯连铸机、剪切
机、均热炉、除鳞机、四机架热轧机、冷却系统和地下卷取机。工厂的总长度不
到 300m。该厂还设有电炉、钢包精炼炉和冷轧机组。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
薄板坯连铸机的基本结构与第 4 节中介绍的 SMS Buschhuttem 工厂的试验设
备(图 14)相同,其显著特点是采用漏斗形结晶器。加热炉为总长度约 160m 的
燃气隧道炉。热轧的各轧机都配有 AGC、CVC 和 WRB 装置。钢水由两座偏心
炉底出钢式的电炉提供。
表 7 列出了截至 1991 年 9 月报告的作业内容实例。薄板坯尺寸规格为厚
50mm、宽 1350mm,速度铸造 4~5.5m/min。为防止水口堵塞,钢水中加入了 Ca。
采用射线式液位计和塞棒,将结晶器液位控制在± 1~1.5mm。通过改变浸入式水
口的形状、材质和浸入位置来提高其使用寿命,实现了 13 炉次连浇。在浇注过
ᇏݓࣁඋ࿐߶
程中还进行了结晶器调宽。保护渣消耗量比常规板坯连铸工艺低,在 0.1~0.15
2
Kg/m 范围。根据报告介绍,通过对铸坯导向段辊子实施平行度控制可以获得良
好的板坯形状,对防止加热炉和轧机故障也非常重要。
均热炉中的加热温度为 1100℃,标准通过时间为 25 分钟。由于加热时间
短,氧化皮清除的效果较差,需要采用高压水除鳞设备。板坯的轧制间隔大约
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
81