
Page 91 - 国外钢铁技术信息内参(2023年4月)
P. 91
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
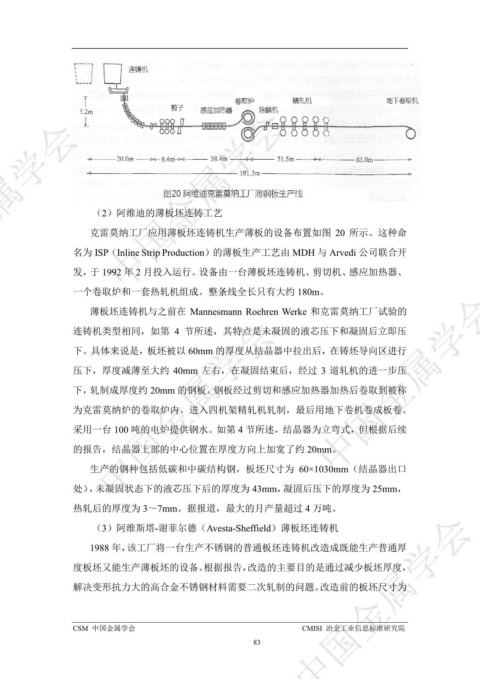
(2)阿维迪的薄板坯连铸工艺
克雷莫纳工厂应用薄板坯连铸机生产薄板的设备布置如图 20 所示。这种命
名为 ISP(Inline Strip Production)的薄板生产工艺由 MDH 与 Arvedi 公司联合开
发,于 1992 年 2 月投入运行。设备由一台薄板坯连铸机、剪切机、感应加热器、
ᇏݓࣁඋ࿐߶
一个卷取炉和一套热轧机组成。整条线全长只有大约 180m。
连铸机类型相同,如第 4 节所述,其特点是未凝固的液芯压下和凝固后立即压
ᇏݓࣁඋ࿐߶
薄板坯连铸机与之前在 Mannesmann Roehren Werke 和克雷莫纳工厂试验的
下。具体来说是,板坯被以 60mm 的厚度从结晶器中拉出后,在铸坯导向区进行
压下,厚度减薄至大约 40mm 左右,在凝固结束后,经过 3 道轧机的进一步压
下,轧制成厚度约 20mm 的钢板。钢板经过剪切和感应加热器加热后卷取到被称
为克雷莫纳炉的卷取炉内。进入四机架精轧机轧制,最后用地下卷机卷成板卷。
采用一台 100 吨的电炉提供钢水。如第 4 节所述,结晶器为立弯式,但根据后续
的报告,结晶器上部的中心位置在厚度方向上加宽了约 20mm。
生产的钢种包括低碳和中碳结构钢,板坯尺寸为 60×1030mm(结晶器出口
处),未凝固状态下的液芯压下后的厚度为 43mm,凝固后压下的厚度为 25mm,
ᇏݓࣁඋ࿐߶
热轧后的厚度为 3~7mm。据报道,最大的月产量超过 4 万吨。
(3)阿维斯塔-谢菲尔德(Avesta-Sheffield)薄板坯连铸机
1988 年,该工厂将一台生产不锈钢的普通板坯连铸机改造成既能生产普通厚
度板坯又能生产薄板坯的设备。根据报告,改造的主要目的是通过减少板坯厚度,
解决变形抗力大的高合金不锈钢材料需要二次轧制的问题。改造前的板坯尺寸为
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
83