
Page 92 - 国外钢铁技术信息内参(2023年4月)
P. 92
(14~200) × (660~1600mm),改造后可以生产(80~200 )×(660~2100mm)
的板坯。连铸机采用立弯式结构,为了适应薄板坯的生产,仅对结晶器冷却水回
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
路进行了改造,在设备结构上没有其它特别之处。在实际运行的工艺方面,进行
了包括采用扁平的浸入式水口和低熔点、低粘度和高熔化速度保护渣等技术的开
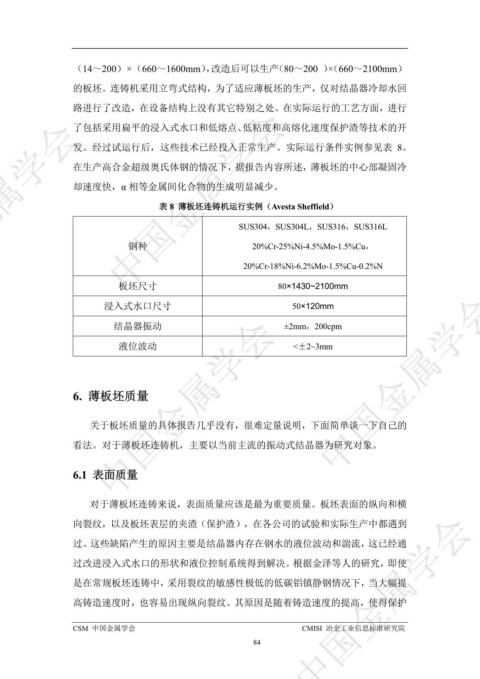
发。经过试运行后,这些技术已经投入正常生产。实际运行条件实例参见表 8。
在生产高合金超级奥氏体钢的情况下,据报告内容所述,薄板坯的中心部凝固冷
却速度快,α 相等金属间化合物的生成明显减少。
表 8 薄板坯连铸机运行实例(Avesta Sheffield)
SUS304,SUS304L,SUS316,SUS316L
钢种 20%Cr-25%Ni-4.5%Mo-1.5%Cu,
20%Cr-18%Ni-6.2%Mo-1.5%Cu-0.2%N
ᇏݓࣁඋ࿐߶
板坯尺寸 80×1430~2100mm
ᇏݓࣁඋ࿐߶
50×120mm
浸入式水口尺寸 ±2mm,200cpm
结晶器振动
液位波动 <±2~3mm
6. 薄板坯质量
关于板坯质量的具体报告几乎没有,很难定量说明,下面简单谈一下自己的
看法。对于薄板坯连铸机,主要以当前主流的振动式结晶器为研究对象。
6.1 表面质量
ᇏݓࣁඋ࿐߶
对于薄板坯连铸来说,表面质量应该是最为重要质量。板坯表面的纵向和横
向裂纹,以及板坯表层的夹渣(保护渣),在各公司的试验和实际生产中都遇到
过。这些缺陷产生的原因主要是结晶器内存在钢水的液位波动和湍流,这已经通
过改进浸入式水口的形状和液位控制系统得到解决。根据金泽等人的研究,即使
是在常规板坯连铸中,采用裂纹的敏感性极低的低碳铝镇静钢情况下,当大幅提
高铸造速度时,也容易出现纵向裂纹。其原因是随着铸造速度的提高,使得保护
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
84