
Page 9 - 国外钢铁技术信息内参(2023年6月)
P. 9
在选择保护渣时,除了考虑消耗量,还要防止沿铸坯角部深振痕发生横裂,因ᇏݓࣁඋ࿐߶
(2)结晶器保护渣 ᇏݓࣁඋ࿐߶
为了利用结晶器保护渣提高结晶器内润滑性,降低保护渣粘度和凝固温度
以使保护渣在结晶器的液体润滑区扩展是重要的措施。实际上的保护渣管理是
ᇏݓࣁඋ࿐߶
对保护渣消耗量的管理。经验表明,铸坯单位表面积的保护渣消耗量大于
2
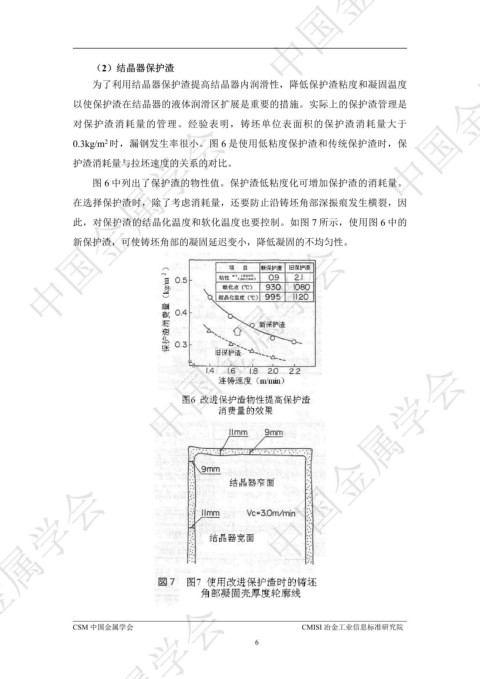
0.3kg/m 时,漏钢发生率很小。图 6 是使用低粘度保护渣和传统保护渣时,保
护渣消耗量与拉坯速度的关系的对比。
图 6 中列出了保护渣的物性值。保护渣低粘度化可增加保护渣的消耗量。
此,对保护渣的结晶化温度和软化温度也要控制。如图 7 所示,使用图 6 中的 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
新保护渣,可使铸坯角部的凝固延迟变小,降低凝固的不均匀性。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
CMISI 冶金工业信息标准研究院
CSM 中国金属学会 ᇏݓࣁඋ࿐߶
6