
Page 7 - 国外钢铁技术信息内参(2024年5月)
P. 7
ᇏݓࣁඋ࿐߶
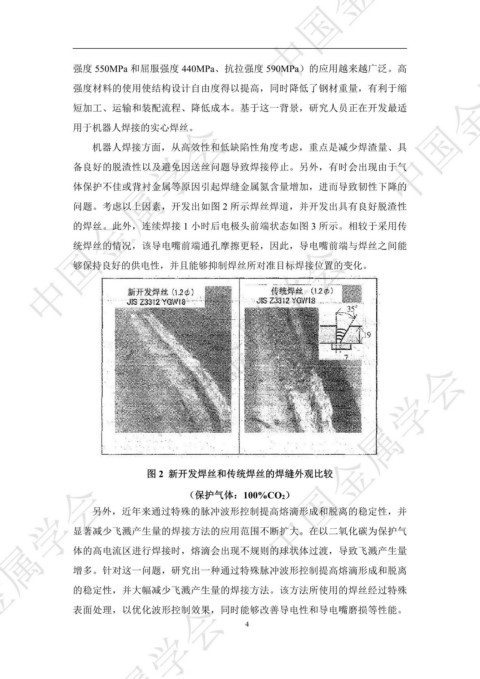
问题。考虑以上因素,开发出如图 2 所示焊丝焊道,并开发出具有良好脱渣性ᇏݓࣁඋ࿐߶
强度 550MPa 和屈服强度 440MPa、抗拉强度 590MPa)的应用越来越广泛。高
强度材料的使用使结构设计自由度得以提高,同时降低了钢材重量,有利于缩
短加工、运输和装配流程、降低成本。基于这一背景,研究人员正在开发最适
ᇏݓࣁඋ࿐߶
用于机器人焊接的实心焊丝。
机器人焊接方面,从高效性和低缺陷性角度考虑,重点是减少焊渣量、具
备良好的脱渣性以及避免因送丝问题导致焊接停止。另外,有时会出现由于气
体保护不佳或背衬金属等原因引起焊缝金属氮含量增加,进而导致韧性下降的
的焊丝。此外,连续焊接 1 小时后电极头前端状态如图 3 所示。相较于采用传 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
统焊丝的情况,该导电嘴前端通孔摩擦更轻,因此,导电嘴前端与焊丝之间能
够保持良好的供电性,并且能够抑制焊丝所对准目标焊接位置的变化。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 2 新开发焊丝和传统焊丝的焊缝外观比较
ᇏݓࣁඋ࿐߶
(保护气体:100%CO2)
另外,近年来通过特殊的脉冲波形控制提高熔滴形成和脱离的稳定性,并
显著减少飞溅产生量的焊接方法的应用范围不断扩大。在以二氧化碳为保护气
体的高电流区进行焊接时,熔滴会出现不规则的球状体过渡,导致飞溅产生量
增多。针对这一问题,研究出一种通过特殊脉冲波形控制提高熔滴形成和脱离
的稳定性,并大幅减少飞溅产生量的焊接方法。该方法所使用的焊丝经过特殊
ᇏݓࣁඋ࿐߶
表面处理,以优化波形控制效果,同时能够改善导电性和导电嘴磨损等性能。
4