
Page 10 - 国外钢铁技术信息内参(2024年5月)
P. 10
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 6 新开发方法的气孔缺陷和飞溅物产生量 ᇏݓࣁඋ࿐߶
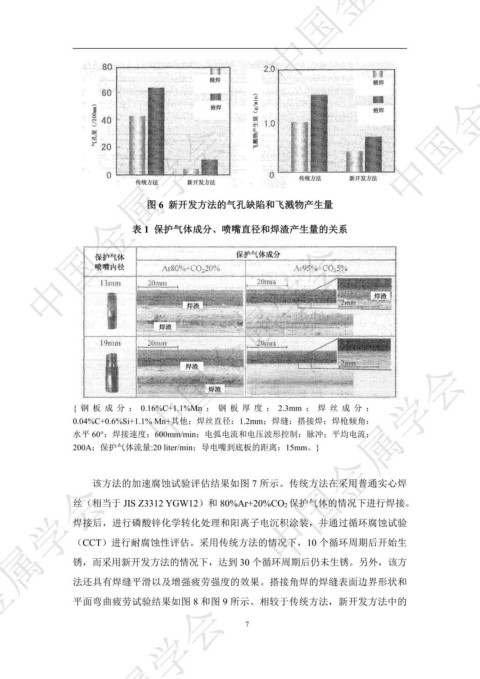
表 1 保护气体成分、喷嘴直径和焊渣产生量的关系 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
{ 钢 板 成 分 : 0.16%C+1.1%Mn ; 钢 板 厚 度 : 2.3mm ; 焊 丝 成 分 :
0.04%C+0.6%Si+1.1% Mn+其他;焊丝直径:1.2mm;焊缝:搭接焊;焊枪倾角:
水平 60°;焊接速度:600mm/min;电弧电流和电压波形控制:脉冲;平均电流:
200A;保护气体流量:20 liter/min;导电嘴到底板的距离:15mm。}
ᇏݓࣁඋ࿐߶
该方法的加速腐蚀试验评估结果如图 7 所示。传统方法在采用普通实心焊
丝(相当于 JIS Z3312 YGW12)和 80%Ar+20%CO2 保护气体的情况下进行焊接。
焊接后,进行磷酸锌化学转化处理和阳离子电沉积涂装,并通过循环腐蚀试验
(CCT)进行耐腐蚀性评估。采用传统方法的情况下,10 个循环周期后开始生
锈,而采用新开发方法的情况下,达到 30 个循环周期后仍未生锈。另外,该方
法还具有焊缝平滑以及增强疲劳强度的效果。搭接角焊的焊缝表面边界形状和
平面弯曲疲劳试验结果如图 8 和图 9 所示。相较于传统方法,新开发方法中的
ᇏݓࣁඋ࿐߶
7