
Page 12 - 国外钢铁技术信息内参(2024年5月)
P. 12
ᇏݓࣁඋ࿐߶
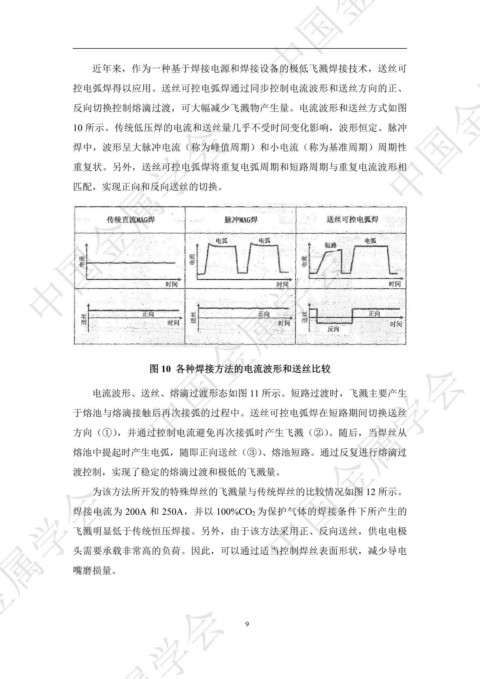
近年来,作为一种基于焊接电源和焊接设备的极低飞溅焊接技术,送丝可
控电弧焊得以应用。送丝可控电弧焊通过同步控制电流波形和送丝方向的正、
反向切换控制熔滴过渡,可大幅减少飞溅物产生量。电流波形和送丝方式如图 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
10 所示。传统低压焊的电流和送丝量几乎不受时间变化影响,波形恒定。脉冲
焊中,波形呈大脉冲电流(称为峰值周期)和小电流(称为基准周期)周期性
重复状。另外,送丝可控电弧焊将重复电弧周期和短路周期与重复电流波形相
匹配,实现正向和反向送丝的切换。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 10 各种焊接方法的电流波形和送丝比较
电流波形、送丝、熔滴过渡形态如图 11 所示。短路过渡时,飞溅主要产生
于熔池与熔滴接触后再次接弧的过程中。送丝可控电弧焊在短路期间切换送丝
方向(①),并通过控制电流避免再次接弧时产生飞溅(②)。随后,当焊丝从
熔池中提起时产生电弧,随即正向送丝(③)、熔池短路。通过反复进行熔滴过
渡控制,实现了稳定的熔滴过渡和极低的飞溅量。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
为该方法所开发的特殊焊丝的飞溅量与传统焊丝的比较情况如图 12 所示。
焊接电流为 200A 和 250A,并以 100%CO2 为保护气体的焊接条件下所产生的
飞溅明显低于传统恒压焊接。另外,由于该方法采用正、反向送丝,供电电极
头需要承载非常高的负荷。因此,可以通过适当控制焊丝表面形状,减少导电
嘴磨损量。
ᇏݓࣁඋ࿐߶
9