
Page 13 - 国外钢铁技术信息内参(2024年5月)
P. 13
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
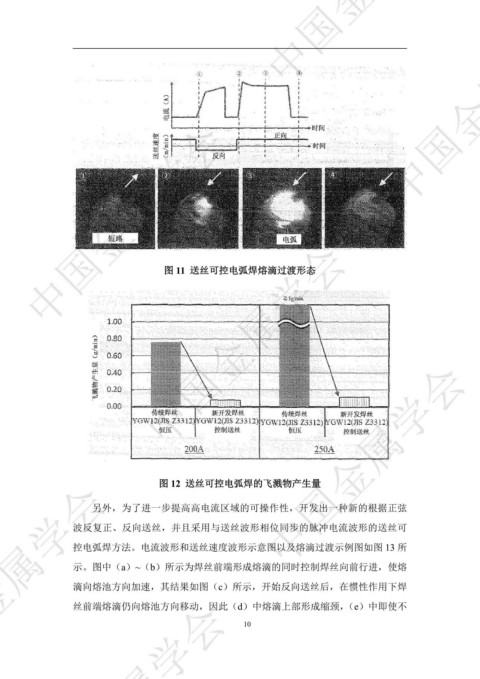
图 11 送丝可控电弧焊熔滴过渡形态 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 12 送丝可控电弧焊的飞溅物产生量
另外,为了进一步提高高电流区域的可操作性,开发出一种新的根据正弦
波反复正、反向送丝,并且采用与送丝波形相位同步的脉冲电流波形的送丝可
控电弧焊方法。电流波形和送丝速度波形示意图以及熔滴过渡示例图如图 13 所
示。图中(a)~(b)所示为焊丝前端形成熔滴的同时控制焊丝向前行进,使熔
滴向熔池方向加速,其结果如图(c)所示,开始反向送丝后,在惯性作用下焊
ᇏݓࣁඋ࿐߶
丝前端熔滴仍向熔池方向移动,因此(d)中熔滴上部形成缩颈,(e)中即使不
10