
Page 14 - 国外钢铁技术信息内参(2024年5月)
P. 14
ᇏݓࣁඋ࿐߶
伴随短路也能实现熔滴脱离(自由过渡)。此外,如果熔滴脱离时的电流为基础
电流,则能够抑制刚脱离的熔滴产生小颗粒状飞溅物。通常,二氧化碳电弧焊
的高电流区域中,熔滴底部在电弧反作用力下会发生反弹过渡,导致产生大量 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
飞溅物。如该方法所述,如果能够在熔滴脱离过程中适当利用惯性,则熔滴脱
离方向不会与送丝方向产生大幅偏离。因此,在从低电流到高电流的各种条件
下,均可实现与送丝速度波形同步的自由过渡,几乎不会产生大颗粒飞溅物。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
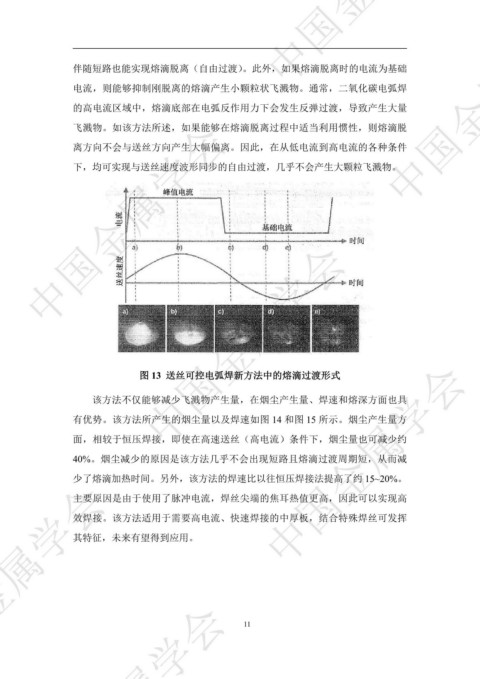
图 13 送丝可控电弧焊新方法中的熔滴过渡形式
该方法不仅能够减少飞溅物产生量,在烟尘产生量、焊速和熔深方面也具
有优势。该方法所产生的烟尘量以及焊速如图 14 和图 15 所示。烟尘产生量方
面,相较于恒压焊接,即使在高速送丝(高电流)条件下,烟尘量也可减少约
40%。烟尘减少的原因是该方法几乎不会出现短路且熔滴过渡周期短,从而减
少了熔滴加热时间。另外,该方法的焊速比以往恒压焊接法提高了约 15~20%。
ᇏݓࣁඋ࿐߶
主要原因是由于使用了脉冲电流,焊丝尖端的焦耳热值更高,因此可以实现高
效焊接。该方法适用于需要高电流、快速焊接的中厚板,结合特殊焊丝可发挥
其特征,未来有望得到应用。
ᇏݓࣁඋ࿐߶
11